
Quantum Efficiency Tester
PL/EL Integrated System
PV-Reflectumeter
3D Confocal Microscope
In-Line Four Point Probe Tester
Four Point Probe Tester
In-Line Thin Film Thickness Tester
Raman Spectrometer
FTIR Spectrometer
Spectrophotometer
Automatic Spectroscopic Ellipsometer
Contact Resistance Tester
Ultra depth of field 3D microscope
Auto Visual Tester
VMM PV Vision Measuring Machine
Solar Cell Horizontal Tensile Tester
Steady State Solar Simulator for Solar Cell
Solar Cell UV Aging Test Chamber
Solar Cell Comprehensive Tensile Tester
Visual Inspection Tester
Wet Leakage Current Tester
PV Module EL Tester
PV Module UV Preconditioning Chamber
Steady State Solar Simulator for PV Module
Current Continuous Monitor
Potential Induced Degradation Test
Bypass Diode Tester
LeTID Test System
Reverse Current Overload Tester
Impulse Voltage Tester
Hipot Insulation Tester
Ground Continuity Tester
Hipot Insulation Ground Tester
Damp Heat Test Chamber
Humidity Freeze Test
Thermal Cycle Test Chamber
Dynamic Mechanical Load Tester
Static Mechanical Load Tester
Hail Impact Tester
Robustness of Termination Tester
Module Breakage Tester
Cut Susceptibility Tester
Peel Shear Strength Tester
Universal Testing Machine (Single-arm)
Universal Testing Machine (Double-arm)
Glass Transmittance Tester
Acetic Acid Test Chamber
EVA Degree of Crosslinking Test System
Junction Box Comprehensive Tester
Drop ball tester
Semi-automatic scanning four-probe tester
Stylus Profilometer
Maximum Power Point Tracker
Perovskite Glass Transmittance Tester
Perovskite P1 Laser Scribing Multifunctional Testing Machine
Perovskite Online PL Tester
Perovskite Online Sheet Resistance Tester
Online Perovskite Film Thickness Tester
Perovskite Process Inspection Workstation
Portable EL Tester
Portable Thermal Imaging Tester
Solar Module Multi-Channel Testing System
PV Inverter Power Quality Tester
Drone EL Tester
IV Tester
IVEL Cell Sorting Machine
Influence of Screen Printing Speed and Screen Opening Width on PV Cell Grid lines
Date : 27 August 2024Views : 1710
In the metallization process of silicon solar cells, silver is the main component of the paste. Reducing silver consumption without affecting cell efficiency is an important goal. Through experiments such as characterization of screen-printed silver electrodes, it is known that a reduction in screen opening width will lead to an increase in resistance and a change in finger width, which all illustrate the importance of screen line width to printing results and solar cell performance. Millennial Auto Visual Tester AVT-4030 integrates four major detection functions to detect various characteristics of solar cell screens, including: size, defects, tension, and film thickness. Through measurement and detection, it helps customers analyze and improve the process to improve the quality of cell printing.

Characterization of screen-printed silver electrodes
The characterization of screen-printed silver electrodes was analyzed from multiple aspects such as resistance, grid line width, and photoelectric aspect ratio, revealing the influence of factors such as printing speed and screen opening width on the performance of the grid line of the cell.
Average lateral finger resistance
For each paste (A, B, C), 12 separate subgroups are shown, each corresponding to a different screen opening width and printing speed. For each group, the median, min-max range, and 25-75% quartile of the average lateral finger resistance over 120 fingers from 8-10 solar cells are shown (depending on silicon wafer losses during manufacturing).
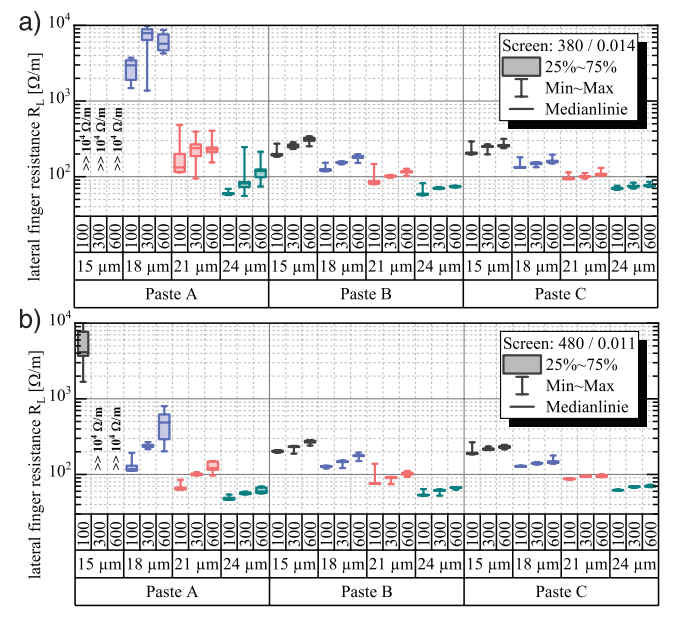
Average lateral finger resistance
Comparing the mesh architectures of two different screen printing screens (380/0.014 and 480/0.011), the difference in mesh architecture has little effect on resistance above a certain threshold. A reduction in screen opening width results in a reduction in the cross-sectional area of the printed structure, which limits lateral conductivity and increases the average lateral gridline resistance. An increase in printing speed results in a greater expansion of the gridline geometry, which increases the average lateral finger resistance.
Effect of printing speed on line width
12 individual subgroups of different pastes (A, B, C) presented meshes ranging from 15 to 24 μm, with printing speeds ranging from 100 to 600 mms-1. The effect of printing speed on line width can be explained by comparing the ratio of complex shear moduli of different pastes (A, B, C).
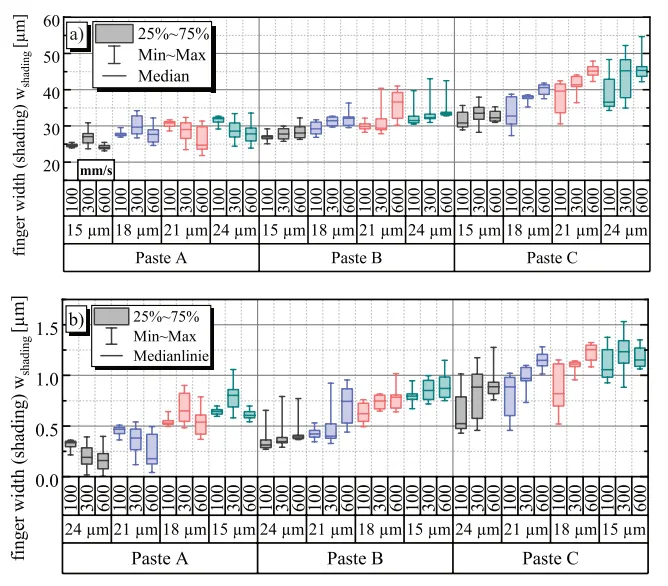
Relationship between different pastes and printed grid line width and relative expansion coefficient
Printing speed has different effects on the width of the printed lines for different pastes. The line width of paste A has no significant change when the printing speed increases; paste B begins to show a significant correlation, and the line width increases with the printing speed; paste C causes excessive expansion when the printing speed increases.
The relative expansion coefficient is related to the paste properties, and a smaller mesh finger width will lead to an increase in relative expansion. Factors such as printing speed, paste properties, and mesh finger width jointly affect the width and expansion behavior of the printed lines.
Effect of printing speed on optical and electrical aspect ratios
The optical and electrical aspect ratios for different slurries (A, B, C) and different grid structures (380/0.014 and 480/0.011) at three different printing speeds (100 to 600 mm s-1).
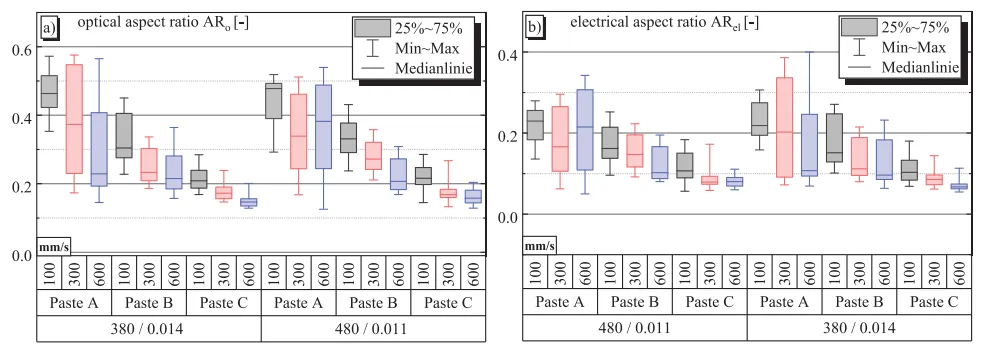
(a) Optical aspect ratio ARo (b) Electrical aspect ratio ARel
The aspect ratio deviation of slurry A is significantly larger than that of slurry C, which shows that the aspect ratio deviation depends on the characteristics of the slurry. The data results in the above figure show that the aspect ratio is affected by the yield stress of the slurry, printing speed and slurry characteristics, and the difference in grid structure has little effect on the aspect ratio.
Repeatability and stability of screen printing
Figure a shows the relationship between the relative deviation of the grid line height and the relative deviation of the grid line width to demonstrate the repeatability of the process. In Figure b, each point represents a microscope image, and the data formed by the distribution of the points is used to evaluate the stability of the process.
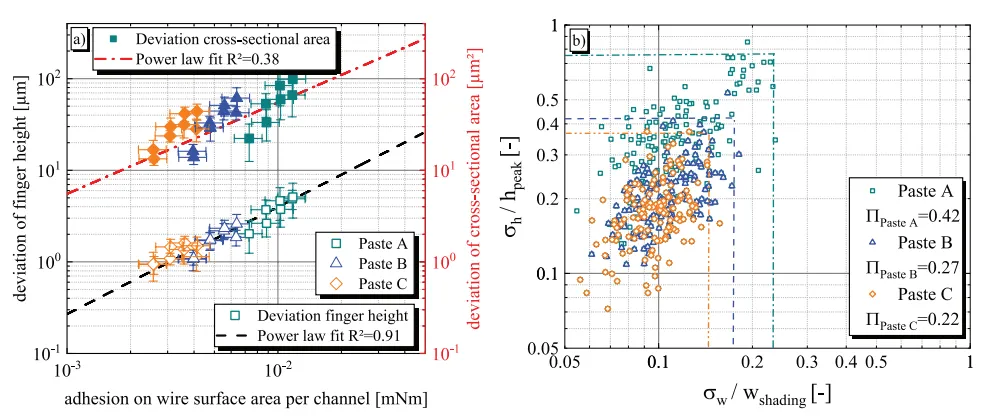
Relationship between (a) the adhesion work of the paste-screen interface and the deviation of the printed grid line height and (b) the deviation of the cross-sectional area
The average deviation of the grid line height is closely related to the work required to separate the slurry from the screen surface. As the adhesion work per channel screen surface area increases, the deviation of the printed grid line height also increases. The adhesion work and the grid line height deviation show a relatively consistent trend of change, indicating that the influence of certain factors in the screen printing process is repeatable to a certain extent. Observe the distribution of the data points in Figure b. If the data points are distributed more concentratedly and form a more compact data set, it means that under different experimental conditions, the changes in the grid line height and width have a certain regularity, that is, the screen printing process has good repeatability in these two aspects.
Screen printing process
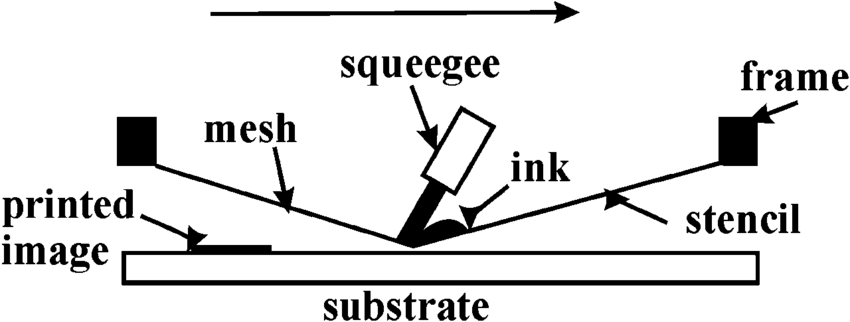
Screen printing process
When screen printing is performed, the printing pattern is designed and made into a screen. When printing, the slurry is spread on the screen, and the blade of the scraper is close to the screen surface of the screen to scrape the slurry horizontally, and appropriate pressure is applied to make the screen contact the silicon wafer, and the slurry is squeezed out of the mesh and adhered to the silicon wafer. Because there is a gap between the screen and the silicon wafer, the screen will use its own tension to instantly contact the silicon wafer and immediately break away from the silicon wafer and rebound, and the slurry squeezed out of the mesh will separate from the screen, and the slurry will adhere to the silicon wafer surface according to the limited area of the screen pattern.
Screen opening width and grid line width play a vital role in the metallization process of screen-printed silicon solar cells. By optimizing these two parameters and combining factors such as the characteristics of the slurry and printing speed, the performance and stability of screen printing can be improved, providing strong support for the efficient production of silicon solar cells.
Auto Visual Tester AVT-4030
E-mail: market@millennialsolar.com
Millennial Auto Visual Tester AVT-4030 integrates four major testing functions into one, and is used to test the characteristics of solar cell screens, including size, defects, tension, and film thickness. It uses a 0.1μm grating ruler to achieve a line width measurement accuracy of 0.3μm and a PT value measurement accuracy of 2μm, improving screen quality.
·Integrated detection of size, defect, film thickness and tension
·Screen detection specifications: ≤220*220mm (size can be customized)
·High-resolution optical system, high precision, strong continuity, low cost and good flexibility
As an important mold in the solar cell grid line printing process, the screen opening width has a significant impact on the printing process. Different screen opening widths interact with grid line widths to affect the flow and transfer characteristics of the slurry during the screen printing process. The quality of the screen directly affects the quality of the cell grid lines, thereby affecting the solar cells. Millennial Auto Visual Tester AVT-4030 has rich configurations and is multi-purpose. It integrates size, defect, film thickness, and tension detection, and helps customers analyze and improve the process through measurement and data statistical analysis functions.

































































